A generator to create online 'drag and drop' hexagons [sample]
You can also export your work as a worksheet [sample]
Hexagon learning allows students to identify links between factors very effectively. Students categorise and link factors together for deeper understanding of the relationship between factors. I have written a detailed blogpost about hexagon learning here.
1. Title:
2. Introduction / Instructions for students
3. Hexagons Text: separate each with a newline
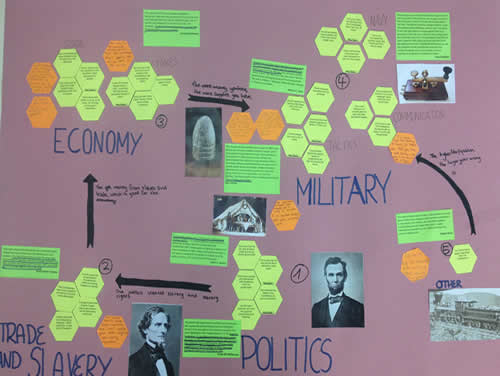
Causes for Union victory in the Civil War
Green = primary sources added at the end into appropriate categories
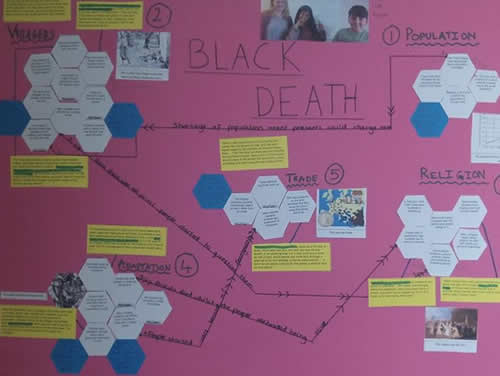
Consequences of the Black Death
Orange = handwritten hexagons based on video notes
Causes for Stalin's rise to power
Sweets given to each team for identifying factors not outlined in original hexagons
Hexagon Generator - Word
Print off your own worksheet version
Hexagon Generator - HTML5
Use your hexagons directly on the Interactive Whiteboard
World War One Historiography
"Arrange the historians for a dinner party: no arguments allowed!"